

Condensing toxic, hazardous compounds is a common task in a chemical processing facility. Doing it safely, with a minimal drop (loss) in operating pressure and effortless maintenance of the equipment is not so common. Disassembling, cleaning and reintroducing the condensing equipment back to the production lines is often a laborious process and costs time, which we all know costs money. Not to mention the concern of achieving the heat duty your company needs, within a minimal amount of heat exchange area so you can be confident in your thermal efficiency and capacity.
High Degree of Efficiency, Minimal Maintenance
Classic shell and tube heat exchangers have long been used for processing in Chemical plants because of their durability for toxic ingredients and higher-pressure applications. But the thermal efficiency for shell and tube rarely measures up to its plate and frame brethren. Plate and frame heat exchangers allow more efficient heat transfer between the heating/cooling medium and the product flow, however they are unable to handle the very high (extreme) pressure loads in these highly toxic chemical processes. So the industry has long settled for the larger, more persnickety shell and tube exchangers. Until now. Enter the modular heat transfer system made with thermo-plates or Temp-Plate.
The modular heat transfer condenser (also evaporator and similar equipment) was developed to satisfy the main requirements of chemical companies concerning the thermal efficiency, thermal capacity and maintenance of their heat transfer equipment. It combines the robustness of the shell and tube heat exchanger with the high thermal efficiency of plate heat exchangers and reaches new heights in terms of heat duty and easily exchangeable modules. Even with the most complicated chemical processes, the modular condenser system solves the challenges of evaporation, condensing and chilling with a high degree of efficiency and minimum maintenance. See more custom heat transfer applications:

Global Chemical Company Use Case
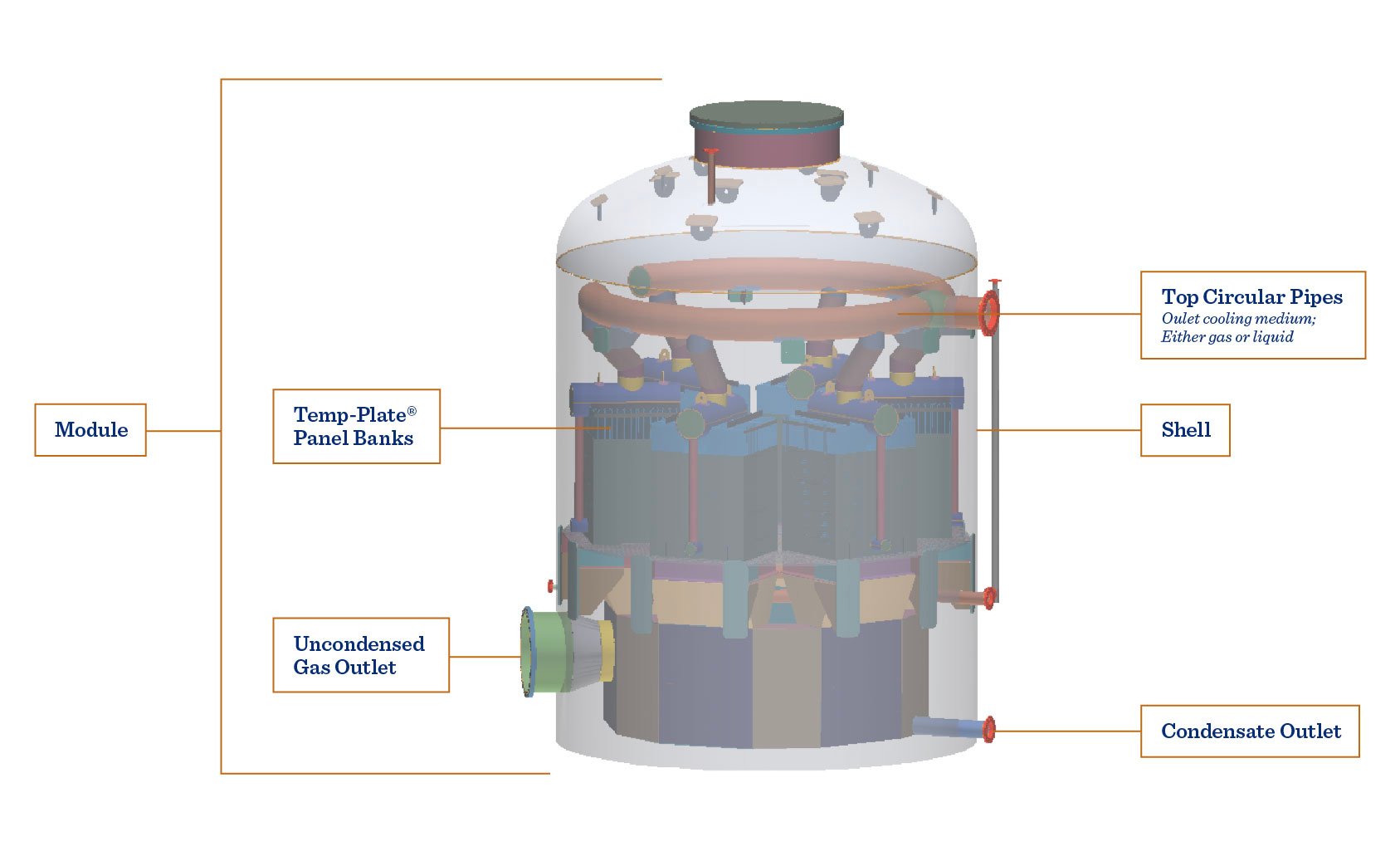
Take the case of a world-renowned global chemical company that needed to separate a toxic compound from an even more toxic environment and send it straight to the storage tanks. Traditional condenser systems used by the company would foul easily and they couldn’t replace the nonfunctioning parts of the system without the concern of leaking toxic compounds and taking the plant down for a whole day. A modular system was designed and built for the company with a diameter of close to 6 meters and 6 meters high with an approximate weight of 40 metric tons (88,000.0 lbs). The heat duty was around 1.1 MW (3.7 MBtu/hr). The condenser consisted of 6 modules with a completely uniform distribution of the product feed between the plates and cooling medium into the plates.
The result was:
- Better distribution of the flows in the Temp-Plate and between the plates, especially the case with a very large system. It is more conducive to uniform distribution to divide the main flow into 6 streams and feed a module with 80 plates rather than feed 480 plates with only one stream
- The company’s available space was limited. Hence, more flexibility in assigning the space to 6 modules with 80 plates, rather than inserting all 480 plates at once
- Pressure drop (loss) is low (around 0.1 psi)
- Capability of dealing with hazardous and toxic compounds and meeting extremely strict safety regulations set by local authorities
- Maintenance can be performed on one module without interfering with the other running modules. A module can be easily disassembled, cleaned and reintroduced into the process
- Modules are in the shape of thermal panel banks possessing a special slit welding technology with the core of each bank using Temp-Plate inflated heat transfer, which exhibits supreme heat transfer characteristics and mechanical robustness
The Modular Condenser System met all the requirements of the global chemical company and they plan to use this system at other facilities in the future. Said their chief process engineer:
“This is a complicated system to understand and describe the phenomena happening in the various stages of production. Suffice to say, the functionality of this apparatus is exactly what has been promised and we can already see how the maintenance costs and commitment will be lower”
If you are dealing with toxic compounds and need condensation, evaporation and cooling that comes from a highly efficient modular system, contact DEG Engineering today.
And learn more about how our complex heat transfer design for the chemical industry can be customized for your process:

